Share
Pin
Tweet
Send
Share
Send

이 기사에서는 금속판에 비문이나 그림을 에칭하는 방법을 고려할 것입니다. 이를 위해서는 다음이 필요합니다.
- 플라스틱 또는 유리 용기.
- 소금.
- 금속판.
- 전원 공급 장치 5-12V.
- 전선 연결.
금속에 전기 화학 조각
1 단계. 금속판에서 직사각형 조각을 자르고 비문이 에칭됩니다. 철물점에서 1-2mm 두께의 금속판을 얻을 수 있습니다. 저는 가장 저렴한 강철 눈을 구입했습니다.
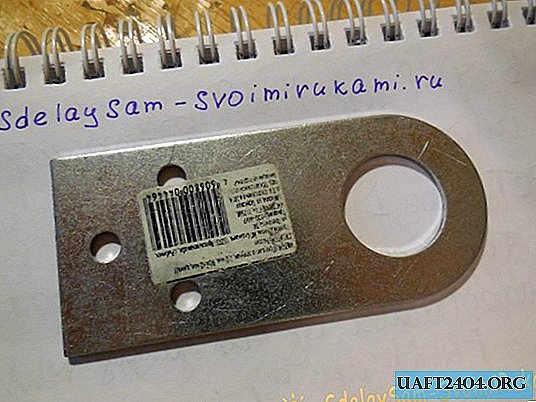
그 조각을 잘라 :
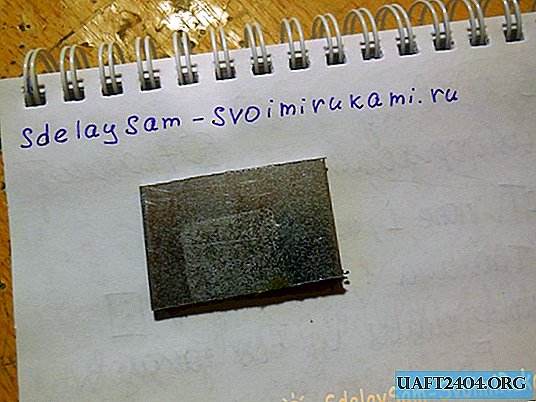
2 단계. 먼저 큰 사포로 가공물의 표면을 완전히 연마 한 다음 미세하게 연마합니다. 표면은 반짝이고 많은 작은 흠집으로 덮여 있어야합니다. 또한 판의 가장자리와 가장자리를 따라 사포와 함께 가야합니다. 샌딩 후에는 금속을 알코올, 솔벤트로 탈지하거나 뜨거운 물과 비누로 완전히 헹구어 야합니다. 그 후에는 기름기가 많은 손으로 표면을 만질 수 없습니다.

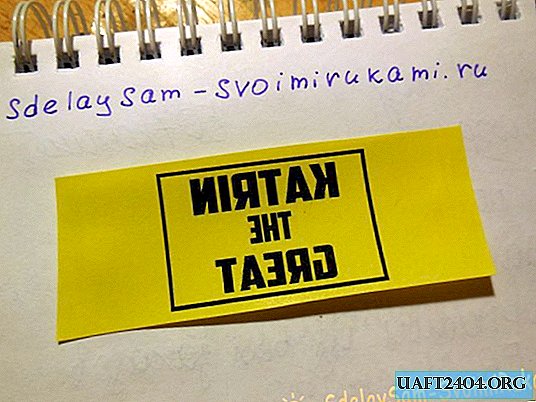
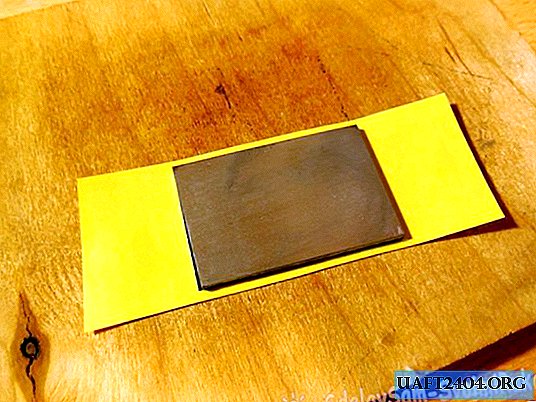
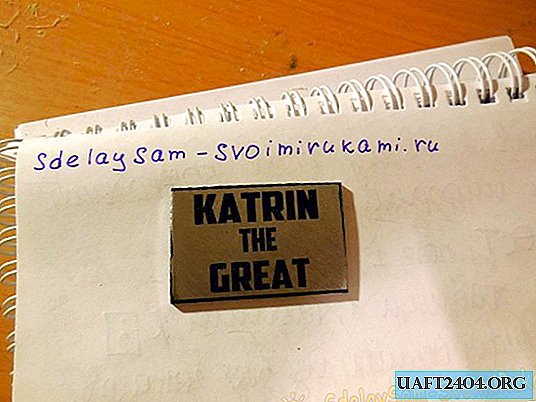
3 단계. 레이저 프린터를 사용하여 인터넷에서 반복적으로 설명 된 레이저 다림질 기술을 사용하여 금속에 불멸화되고 금속으로 전사되는 패턴을 인쇄합니다. 미러 이미지로 인쇄해야합니다. 레이저 프린터가 없다면 매니큐어 나 지울 수없는 마커로 그림을 그릴 수도 있습니다. 음영 처리 된 영역은 그대로 유지되며 베어 메탈은 전기 분해됩니다. 그냥 가져와
단계 4. 이제 공작물을 산세 준비가 완료되었으므로 비금속 용기를 가져 와서 물을 붓고 소금을 부어야합니다. 에칭 속도는 소금의 농도에 따라 크게 달라지며, 소금이 많을수록 공정이 빨라집니다. 에칭 속도가 너무 높으면 프린터의 광택 또는 토너 보호 층이 손상 될 위험이 있으며, 도면의 품질이 떨어집니다. 최적의 비율은 물 한 잔당 소금 1 큰술입니다.
탱크에서 양극을 고정해야합니다. 금속 빌렛 자체와 음극은 단순한 금속 조각입니다. 면적이 클수록 에칭 속도가 빠릅니다. 에칭 시스템은 아래 그림에 명확하게 나와 있습니다.
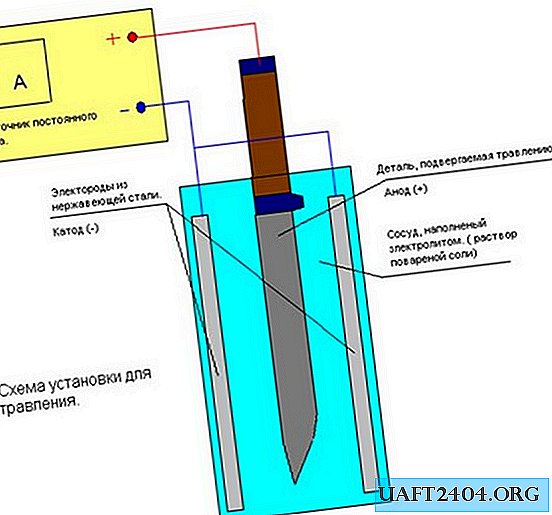
또한 전원 (양극)에서 공작물에 연결되고 마이너스 (음극)가 솔루션에 연결됩니다. 이 경우 공작물의 모든 측면에 여러 개의 부정적인 접점을 설정하는 것이 바람직하며 에칭은 모든 측면에서 균등하게 수행됩니다.

전원에 대한 몇 마디. 컴퓨터 전원 공급 장치 또는 12 볼트 라인을 사용합니다. 전압이 높을수록 에칭 속도가 빠릅니다. 출력 5 볼트에서 휴대 전화에 일반적인 충전기를 사용할 수 있습니다.이 전압으로 충분합니다. 전압을 12V 이상 높이면 안됩니다. 그렇지 않으면 프로세스가 너무 활발하게 진행되고 광택 보호 층이 사라지고 용액이 과열됩니다.
모든 전선을 올바르게 연결했으면 전원 공급 장치를 켜십시오. 기포는 음극 접점 (음극)에서 즉시 시작됩니다. 이는 프로세스가 진행 중임을 의미합니다. 기포가 공작물에서 나오기 시작하면 전원의 극성을 변경해야합니다.

몇 분의 에칭 후, 용액 표면에 거친 황록색의 거품이 형성된다.

30-40 분 후 먼저 전원을 꺼서 솔루션에서 공작물을 제거 할 수 있습니다. 검은 색 코팅으로 덮여 있는데 이는 정상입니다.

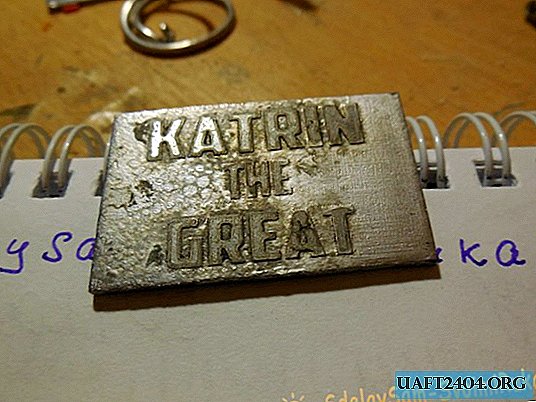
5 단계. 이제 플라크에서 금속을 청소하고 토너 또는 바니시를 지우고 원하는 경우 표면을 다시 연마합니다. 검은 색 코팅은 보통의 물 아래에서 쉽게 제거되며, 바니시 또는 토너는 아세톤 또는 매니큐어 리무버로 씻어냅니다. 이제 금속의 글자가 엠보싱되고 에칭 후 금속 표면 자체가 불투명 해졌습니다.
Share
Pin
Tweet
Send
Share
Send