Share
Pin
Tweet
Send
Share
Send

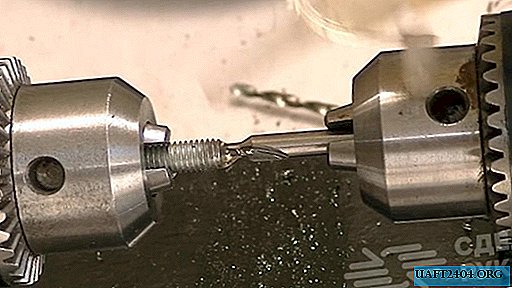
일반적으로 선반은 보링, 스레딩, 리밍, 카운터 싱크 및 드릴링에 사용되지만 그 기능은 여기서 끝나지 않습니다. 슬리브의 키홈을 리 세스하는 데 사용하는 방법을 고려할 것을 제안합니다. 이를 위해 스크류 커팅 머신 1K62를 사용합니다.

도구 키트
기계 외에도 작업을 수행하려면 다음이 필요합니다.
- 보링 커터;
- 장붓 구멍 절단기;
- 윤활유.
물론, 천공 직경의 범위 내에서 모든 보링 공구를 사용할 수 있습니다. 장붓 구멍 도구의 경우, 키홈의 필요한 너비에 따라 단면이 선택됩니다. 윤활유는 단단한 금속으로 작업해야하는 경우에만 필요합니다. 연강의 경우 고품질 커터를 사용하면 모따기와 치 즐링이 치명적인 과열을 유발하지 않아 공구 절삭 날의 마모가 가속화되므로 필요하지 않습니다.

준비 단계
슬리브는 3 턱 척에 장착됩니다. 치 즐링을 수행하기 전에 먼저 보링 공구로 내부 및 외부 모따기를 준비해야합니다. 그것들은 장붓 구멍 도구가 들어갈 측면에서만 만들어집니다. 이것은 터닝 애호가에게도 가장 간단한 과정이므로 별도의 고려가 필요하지 않습니다.

기계에서 베벨을 준비한 후 스핀들이 구르지 않도록 최소 속도를 설정해야합니다. 많은 기계에서 캠 척은 하중을받을 수 있으므로이 경우 스페이서를 배치해야합니다. 이를 위해 너트가있는 적절한 볼트가 그 아래에 배치됩니다. 비틀어지면 정지 길이가 길어 지므로 카트리지에 단단히 밀착되어 롤링이 제거됩니다.

장붓 구멍 공구가 공구 홀더에 약간 고정되어 있습니다. 그는 소매의 중심을 설정 한 후 미세 조정을 수행해야합니다. 이를 위해 그는 슬라이드의 지지대와 함께 세로로 움직이며 슬리브로 감습니다. 결과적인 흠집은 한쪽 끝에서 두 번째 끝까지 슬리브 구멍을 따라 가야합니다. 절단 선에 흠집이 없어야합니다. 그렇다면 편견의 존재에 대해 이야기하고 있습니다. 커터를 올바르게 설정하면 표준 선삭 작업을 수행 할 때보 다 치 즐링시의 하중이 훨씬 높기 때문에 매우 단단히 고정해야합니다.
망치질 과정
슬리브 내부에는 반경이 있기 때문에 평평한 영역 (제로 기준점)을 얻기 위해 홈 깊이에 대한 참조를 시작하기 전에 절단해야합니다. 이를 위해 캘리퍼를 사용하여 커터를 세로 슬라이드를 따라 슬리브 내부로 이동하여 가장 얇은 금속 부스러기를 제거합니다. 원래 위치로 돌아간 후 이미 가로 슬라이드를 따라 절삭 날을 슬리브 본체에 0.1mm 정도 접근합니다. 다시, 나는 캐리지를 따라 세로로 움직입니다. 거터의 반지름이 없어 질 때까지 과정을 반복합니다. 그가 떠나 자마자 이것이 제로 포인트가 될 것입니다.

이제 열쇠 구멍을 뚫습니다. 필자의 경우 깊이는 2.6mm이어야합니다. 0.1mm 간격으로 이러한 깊이를 달성하려면 절단기를 26 번 움직여야합니다.


홈을 2.6mm 깊게 한 후에는 작은 버에서 평면을 청소하기 위해 다이얼의 설정을 변경하지 않고 커터를 몇 번 더 반복해서 움직일 필요가 있습니다. 다음으로 카트리지에서 슬리브를 제거합니다. 두 번째 끝은 다소 거칠지 만 쉽게 해결됩니다. 보링 공구가 공구 홀더에 다시 설치되고 깔끔한 모따기가 제거됩니다. 그 후, 슬리브는 의도 된 목적으로 사용될 수 있습니다.


선반 치 즐링은 복잡하지는 않지만 길고 길다. 필자의 경우 캘리퍼의 세로 방향 이동이 동력화되어 모든 것이 비교적 빠르게 이루어집니다. 수동 드라이브로 예산 기계의 홈을 오목하게 할 수 있지만이 경우 시간이 더 걸립니다.
Share
Pin
Tweet
Send
Share
Send