Share
Pin
Tweet
Send
Share
Send
필요합니다
수제 제품의 제조를 위해 간단한 재료와 구성 요소를 사용합니다.
- 플렉시 글라스;
- 나사 3.0 × 16 mm;
- 베어링;
- 둥근 편평한 자석;
- 접착제.
마킹 장치 작업시 밀링 및 드릴링 머신; 퍼즐; 기계식 에머리 휠; 드레 멜; 바이스, 클램프 및 클램프; 드라이버와 망치.
장치의 목적을 감안할 때 다음을 사용해야합니다. 금속 통치자; 강조된 사각형; 표면 게이지 마킹; 나침반; 스크 라이버; 고니 오 미터 각도기.
마킹 장치 작업 절차
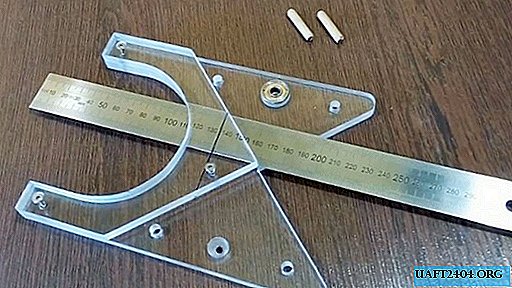
플렉시 유리에서 우리는 보편적 인 마킹의 기본 요소 인 14 × 20cm와 14 × 13cm의 두 판을 수행합니다.

우리는 큰 접시에 45도에서 작은면에서 길이를 따라 각도 노치를 표시합니다.

눈금자의 홈을 표시하십시오.

큰 접시와자를 사용하여 작은 접시를 표시하고“지붕”각도가 90도이고“베이스”가 14cm 인“집”모양을 지정하십시오.



우리는 판을 같은면으로 결합하고 각도기 각도기는 측면의 일치를 제어합니다.
밀링 헤드를 설정 한 후, 측면 중 하나가 플레이트 중앙에 정확하게 통과하도록 눈금자 홈을 밀링합니다.


우리는 보호지를 제거하고 눈금자를 그루브에 넣고 두 번째 판을 그 위에 놓고 눈금자의 움직임을 확인합니다.
마킹 구멍에는 장착 나사 구멍이 있습니다.
평평한 표면에 설치하고 정사각형을 사용하여 수평 및 수직으로 플레이트의 상대적 위치의 정확성을 확인하십시오.
우리는 두 개의 클램프와 드릴 구멍, 나사 머리 용 리밍 구멍으로 플레이트를 고정시킵니다.

플레이트를 고정하기 전에 다층 합판의 직사각형에 직각을 표시하여 홈에 설치된 눈금자에 따라 위치의 정확성을 확인합니다.
우리는 판에 이전에 표시된 구멍을 뚫고 나사로 조입니다.
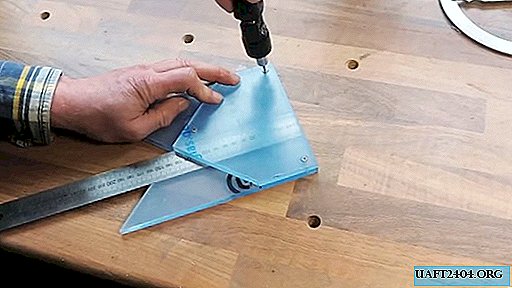
통치자, 한 쌍의 나침반과 사각형을 사용하여 두 판의 총 면적에 대칭 인 반원형 컷을 표시합니다. 퍼즐을 사용하여 큰 접시의 날카로운 가장자리를 자르고 자릅니다.

드릴링 머신의 스핀들에 장착 된 커터에 사포로 컷 프로파일을 연마합니다.

우리는 큰 접시에 두 개의 나선과 하나의 깃털 드릴로 일련의 대칭 구멍을 뚫습니다.


나사를 풀고 플레이트를 분리합니다.

통치자의 홈 중심에서 블라인드 리 세스를 밀링합니다.

기계식 에머리 휠에서 컷 아웃 끝을 둥글게 만듭니다.

원하는 경우 눈금자에 측정 테이프를 붙일 수 있습니다. 베이스와 평행 한 작은 플레이트에서 컷 아웃 상단과 외부 모서리 사이의 중앙에 선을 그립니다. 우리는 보호지를 제거하고 연마 페이스트를 사용하여 드레 멜로 플레이트를 연마합니다.

접시의 큰 둥지에서 접착제에 베어링을 놓습니다. 더 잘 맞으려면 플라스틱 망치를 사용하십시오.

우리는 또한 통치자의 홈에있는 소켓에 둥근 자석을 설치합니다. 과도한 접착제는 냅킨으로 제거됩니다.

우리는자를 이제 자석에 의해 고정되는 홈에 놓았습니다. 우리는 세 개의 나사와 드라이버를 사용하여 플레이트를 조립합니다.

우리는 참조 사각형 판에 직각을 그려서 마킹 장치를 테스트합니다. 각도기 각도기의 점검으로 부정확성이 없음을 확인합니다.

수제 마커 사용
우리 장치는 여러 가지 마크 업 및 작업을 수행 할 수 있습니다.
- 은못의 표시 및 설치. 우리는 장치를 공작물의 끝면에 놓고 바닥 구멍에 리미터로드를 삽입합니다.이 구멍은 공작물의 표면을 따라 미끄러 져 연필이 다른 구멍에 삽입 된 평행선을 제공합니다.


- 드릴링 구멍. 리미터로드는 공작물 외부에서 미끄러지도록 다른 구멍에 재 배열됩니다. 베어링을 마크로 가져오고 드릴링을 수행합니다.

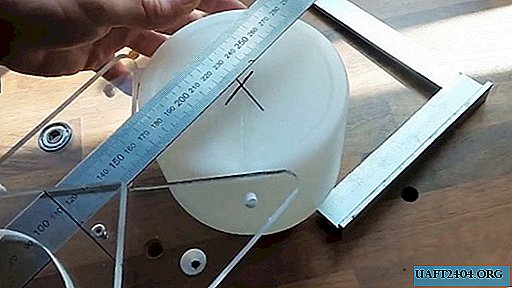
- 둥근 부분의 중심을 표시합니다. 코너 홈의 측면은 공작물의 측면에 대고 나머지는 연필로 중앙 영역에 선을 그립니다. 부품을 돌려 선을 다시 그립니다. 정확성을 제어하기 위해 세 번째 줄을 수행합니다. 선의 교차점은 원의 중심이됩니다.
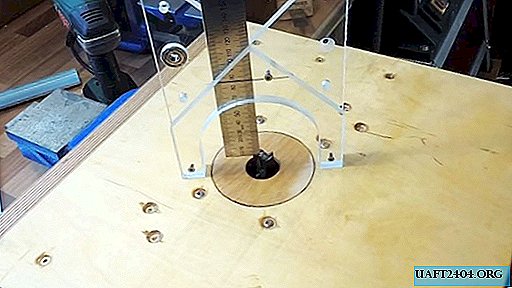
- 밀링 깊이 설정. 우리는 서기관을 방앗간에 놓고 통치자의 끝을 그 끝에 놓았습니다. 플레이트의 시야를 사용하여 커터 출구의 높이를 결정합니다.





그리고이 장치가 가질 수있는 모든 응용 프로그램이 아닙니다!
Share
Pin
Tweet
Send
Share
Send









