Share
Pin
Tweet
Send
Share
Send

약간의 이론 ...
경화 및 후속 저온 템퍼링 후 베어링 강의 경도는 HRC 62 이상이어야합니다. 또한 약 1 %의 탄소와 1.5 %의 크롬을 함유하고있어 제품의 전체 부피에 걸쳐 베어링 강의 경화 품질을 보장합니다.
이 금속의 경화는 오일에서 830 ℃의 온도에서 수행 된 후, 섭씨 160 도의 온도에서 2 시간 이상 동안 템퍼링된다.
모든 공구가 위의 특성으로 베어링 강을 가공 할 수있는 것은 아닙니다. 예를 들어, 등급 P6M5K5, P9, P9M4K8, P18의 공구강 경도는 HRC 59 이하이며, 등급 7에 따른 담금질 후 템퍼링 범위에 따라 U7, U8, U10, U12, P6 등급은 HRC 59에서 HRC 63까지입니다.
커터 테스트
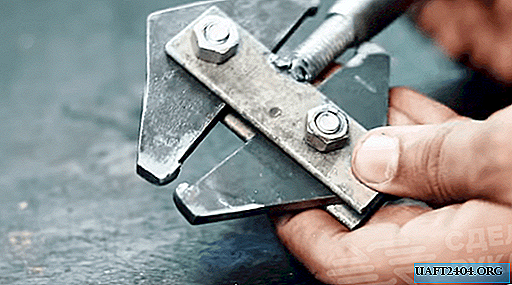
경도가 낮거나 비슷한 일부 공구강이 베어링 가공에 적합하지 않다는 점을 고려하여 T15K6 강과 엘보 인서트 (다른 이름 : borazon, cubonite, kingsongite, kiborite)와 같은 두 가지 커터를 사용합니다.
날카로 워진 커터를 툴 홀더에보다 정확하게 설치하기 위해베이스를“절단”하고 가능한 한 정확하게 기계 척에 베어링 링을 기울입니다.


최소 칩 제거 두께로 절삭유 (냉각수)를 사용하지 않고 몇 번의 통과로 315 rpm의 속도로 링의 끝면을 처리하려고 시도합니다.

시각적으로 가공 품질은 꽤 좋아 보이지만 커터가 흐릿하고 새로운 선명도가 필요합니다.

커터를 연마 할 때 두 번째로 주 각도는 음수이며 냉각수를 사용하고 카트리지의 회전 속도를 315에서 250 rpm으로 줄입니다. 우리는 또한 처음으로 최소 유량을 사용합니다.


언뜻보기에 가공 표면이 매우 매끄럽게 보였지만 커터가 다시 실패하고 동시에 둔해 졌을뿐만 아니라 인서트의 절삭 날이 부서졌습니다.

이제 냉각수를 사용하지 않고 Elbor에서 315 rpm의 속도로 인서트가있는 커터를 사용해보십시오.

베어링 패스의 내부 및 측면을 여러 번 처리합니다.


엘보로 처리 된 표면은 매우 높은 품질로 보이며 인서트 자체는 전혀 손상되지 않았지만 칩과 틈새는 금속 프레임의 일부 위치에서 볼 수 있습니다.


베어링 링의 직경이 여전히 105mm이므로 T115K6 커터를 115 rpm의 저속에서 사용하기 위해 세 번째 재연 마 후에 시도해 봅시다. 그러나 이미 그루브의 시작 부분에서 커터 플레이트가 손상되었습니다. 절단기 판이 부서져서 작업을 중단해야했습니다.
결론
결함이있는 T15K6 커터를 발견하지 못한 경우 절단 조건에서 베어링 강을 가공하는 데 적합하지 않습니다.
또 다른 것은 엘보에서 삽입 된 커터입니다. 그는 가공 품질을 보장했으며 전혀 다 치지 않았습니다.

Share
Pin
Tweet
Send
Share
Send