Share
Pin
Tweet
Send
Share
Send

짧은 길이의 특수 천이 필요한 금속 용 쇠톱이 짧아 오늘날 매장의 선반에서 찾기가 거의 불가능합니다.
GOST R 53411-2009에 따라 장착 구멍을 따라 길이가 250 ~ 700mm 인 표준 쇠톱 블레이드를 단축하면 상황에서 벗어날 수 있습니다. 가장 일반적인 길이는 300mm이며 두께는 1.25mm입니다. 그러한 파일 만 우리가 처리합니다.

일반적으로 금속 용 쇠톱 블레이드는 X6VF, B2F 등급의 고속 강과 P6M5, P12, P18 등으로 만들어집니다.이 파일은 이른바 65G 등급의 스프링 강으로 만들어집니다. 마킹은 망간 (Mn)의 함량을 0.65 %의 양으로 나타냅니다.

강종 65G는 내마모성이 향상되었지만 충격 하중을 견딜 수는 없습니다. 즉 깨지기 쉽습니다 (이 속성은 향후 유용 할 것입니다). 그러나이 강철은 절삭 성능이 뛰어납니다. 그러한 성질은 그 안에 존재하는 망간에 의해 주어진다.
필요합니다
계획된 작업을 위해서는 다음이 필요합니다.
- 표준 쇠톱 블레이드;
- 도기 타일과 유리에 깃털 드릴 "깃털";
- 드릴링 머신;
- 펜치 또는 펜치;
- 금속 통치자;
- 에머리 원.
표준 금속 파일을 단축하는 과정
1. 금속자를 사용하여 짧은 쇠톱에 설치된 기존 파일의 길이를 측정하십시오. 구멍 중심에서 155mm와 같았습니다.
2. 우리는 표준 쇠톱 블레이드를 취하고 그 단축을 고려하여 구멍을 뚫을 장소를 개설합니다. 쇠톱의 길이를 조정할 수 있기 때문에이 경우 특별한 정확도는 필요하지 않습니다. ± 2-3 mm의 편차는 아무 의미가 없습니다.

3. "깃털"을 드릴 척에 고정합니다. 드릴 척은 직경 4mm의 구멍을 제공 할 수 있습니다.이 구멍은 위의 GOST에서 필요합니다.

먼저 캔버스를 한쪽에 뚫은 다음 뒤집어서 다른쪽에 뚫습니다.

작업은 금속 템퍼링없이 수행되므로 공구의 절삭 속성에 영향을 미치지 않습니다.

4. 이제 파일을 미리 정의 된 줄로 줄이면서 펜치로 잡고 자유 손으로 초과 부분을 급격하게 구부릴 수 있습니다. 금속의 취성으로 인해 과도한 힘없이 골절이 발생합니다.

5. 의도 한 장소에서 꼬임이 발생하지 않으면 두 번째 플라이어가있을 때이 부정확성을 수정하십시오. 다시 한 쌍의 플라이어를 사용하여 마킹에 따라 파일을 고정하고, 두 번째로 나머지 조각을 구부리고 마크에서 확실히 끊어집니다.
6. 이제 에머리 바퀴에 둥글게되는 골절 장소와 쇠톱에 고정 된 단축 파일이 의도 된 목적으로 사용됩니다.

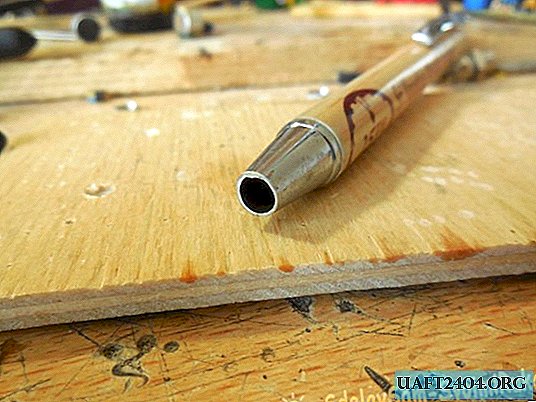
우리는 쇠톱에 넣고 캔버스를 당깁니다.

모든 것이 완벽하게 맞습니다.

Share
Pin
Tweet
Send
Share
Send