Share
Pin
Tweet
Send
Share
Send

본격적인 밀링 및 원형 기계는 비싸고 작업장에서 많은 공간을 차지하므로 모든 사람에게 적합하지 않습니다. 핸드 헬드 전동 공구에 특수 가이드를 장착하면 이러한 장비의 기능이 크게 확장됩니다. 제안 된 설계를 통해 핸드밀 및 원형 톱으로 작업 할 수 있습니다. 그것의 도움으로 모든 각도에서 목재를 자르고 세로 절단을 수행하고 홈을 준비 할 수 있습니다.

필요한 자료
작업을 위해서는 건설 대형 슈퍼마켓에서 찾을 수있는 재료가 필요합니다.
- 합판 18 mm;
- 보드 30x70;
- 레일 20x50;
- T- 볼트;
- T- 홈을 갖는 프로파일;
- 노루발 클램프;
- 채널 프로파일;
- M6 볼트가있는 가구 다웰;
- 수동 조절 너트.


원형 톱을위한 가이드를 제조하는 과정
제안 된 가이드 디자인의 크기는 기존 톱의 절삭 깊이와 추가 가공 될 블랭크에 대해 개별적으로 선택됩니다.

조리대 제조에는 합판 시트가 사용됩니다. 길이는 무엇이든 될 수 있습니다. 너비는 35cm로 만들 수 있으며 대부분의 원형에 편리합니다. 합판의 긴 가장자리에서 10cm 후퇴 한 후 T- 홈이있는 프로파일을 설치하려면 표시가 필요합니다.
프로파일은 카운터 탑의 실제 길이보다 짧은 것이 바람직하며, 이는 기계의 저장을 더욱 용이하게 할 것이다. 프로파일은 홈에 넣어야합니다. 평행 밀링을 설정하는 수동 밀링 커터로 선택하는 것이 가장 편리합니다. 합판으로 작업 할 때 점차적으로 더 깊이 들어가서 여러 단계를 거쳐 선택하는 것이 좋습니다.

조리대 표면의 결함을 제거하려면 합판을 연마해야합니다.

T- 슬롯이있는 프로파일이 결과 소켓 플러시로 눌러집니다. 전체 길이를 따라 나사로 고정됩니다.


전동 공구 자체의 직접 가이드 코너를 찾을 수 있지만 종종 같은면이 있기 때문에 매우 편리하지는 않습니다. 채널을 구입하고 함께 시청하는 것이 훨씬 좋으며, 낮은쪽에 2 개의 우수한 코너가 있습니다.

이제 가이드를 중지해야합니다. 이렇게하려면 합판 조리대의 너비에 해당하는 길이 30mm의 보드 2 개를 가져 가십시오. 이 경우 길이는 35cm이며 보드 너비는 원형의 실제 절단 깊이에 8mm를 더한 길이와 같아야합니다. 보드를 맞추고 가장자리에 놓으려면 가장자리에서 7cm 떨어진 곳에 있어야합니다. 이 라인으로부터, 톱의 밑창의 폭에 대응하는 길이가 측정된다. 두 번째 마크는 모서리의 벽 두께와 1mm의 간격을 고려하여 조금 넓어집니다.

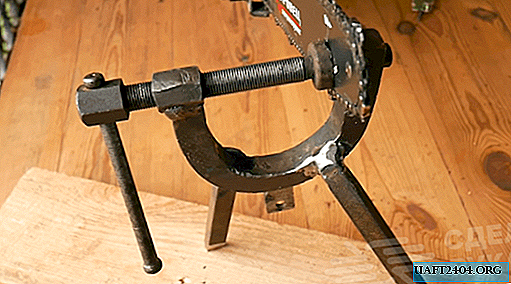
보드를 바이스로 고정하려면 쇠톱으로 그려진 선을 따라 모든 것을 1cm 깊이로보고 그루브를 선택해야합니다.

이제 보드를 수조에 부착해야합니다. 이렇게하려면 먼저 접착제로 붙인 다음 나사로 손을 뻗으십시오. 두 번째 보드는 합판이 아닌 T 슬롯으로 프로파일의 끝에 고정됩니다. 접착하기 전에 T- 볼트 프로파일을 부러워해야합니다




보드에서받은 랙에서 채널의 모서리를 홈에 직접 고정하여 강성을 추가해야합니다. 디자인을 접을 수 있으려면 나사를 목재에 조이지 말고 가구 다월을 설치하고 나중에 나사를 사용하는 것이 좋습니다.




가이드 레일을 밀링 커터에 사용할 수 있도록 슬라이드 할 수도 있습니다. 구멍을 몇 개 만들고 가구는 못을 넣어야합니다.


결과 장치의 색상을 지정하십시오.


매달린 상태에서 기계를 추가로 보관할 수 있도록, 조리대의 작동 부분을 넘어 연장되는 합판을 통해 관통 구멍을 절단 할 수 있습니다.

이제 러너에 원형을 놓아야합니다. 전원을 켜고 조리대의 한쪽 끝에서 두 번째 끝까지 주행해야합니다. 랙의 홈이 8mm가 아니라 1cm 깊어 졌기 때문에 약간 돌출 된 디스크는 약 2mm의 홈을 만듭니다.

톱을 움직일 때 날실되지 않고 느려지지 않도록 가구 코너를 밑창에 부착하여 약간 돌릴 수 있습니다. 이것은 필요하지 않을 수 있으며, 발바닥의 유형에 따라 다릅니다.


거의 기성품 기계를 사용하여 공작물을 비스듬히 부착하기위한 가이드를 만들 수 있습니다. 우선, 45도 및 30도에서 정지하는 것이 유용합니다. 이렇게하려면 2 개의 레일을 사용하여 슬라이딩 T 볼트 아래에 구멍을 뚫어야합니다.




하나의 공작물을 45도 각도로 고정하고 수동 조정 너트를 누르면 톱으로 튀어 나온 끝면을 절단해야합니다. 결과 세그먼트는 막대 뒷면의 하단에 붙어서 강조해야합니다. 카운터 탑의 측면 끝과 맞 닿을 것이므로 앞으로 각도기를 사용하지 않고 가이드를 고정 할 수 있습니다. 같은 방법으로 다른 각도에 대한 특수 안내선을 준비 할 수 있습니다.

T 자형 가이드 프로파일에서 튀어 나온 볼트에서 노루발, 가이드 및 기타 목공 장치를 고정하여 결과 기계의 기능을 확장 할 수 있습니다. 이러한 장비의 제조 비용은 낮지 만 기능은 중간 크기의 공작물을 처리하거나 목재를 정확하게 빨리 다듬기에 충분합니다.

톱으로 시각적 작업 :


밀링 커터 작업 :


Share
Pin
Tweet
Send
Share
Send