Share
Pin
Tweet
Send
Share
Send

때로는 신체 부위의 구멍, 너트에 나사산을 복원하거나 너무 단단한 금속으로 자르지 않아도됩니다. 스냅이있는 적절한 탭이 있으면이 작업을 수행하는 것이 어렵지 않습니다. 그러나 필요한 탭이 없으면 어떻게해야합니까?
강철 볼트로 탭 만들기
예비 준비가없는 볼트는 작동하지 않습니다 : 녹, 특히 칩은 높은 연마 특성을 가지며 빠져 나갈 수 없으므로 스레드가 부드럽게되어 결국 실패합니다.

우리의 임무는 볼트에 일종의 탭을주는 것입니다. 이를 위해 헤드의 머리 부분을 바이스로 고정하고 금속으로 파일링하여 막대 끝에 원뿔을 형성하여 구멍에 부드럽게 들어가고 세로 축을 기준으로 정렬합니다.

또한 분쇄기의 파일 또는 디스크의 가장자리를 사용하여 막대의 끝에서 약간 뒤로 물러서서 막대의 종축에 비스듬히 2 개 또는 3 개의 홈을 수행합니다. 이들은 수복 또는 나사 가공 중에 형성된 녹 및 금속 칩의 수용, 축적 및 철수에 필요합니다.

전문가들은 홈의 깊이를 나사산의 수직 프로파일의 약 1.5 배로 만드는 것이 좋습니다. 이제 볼트는 실제 탭의 기본 형태를 획득했으며 작업 준비가 완료되었습니다.
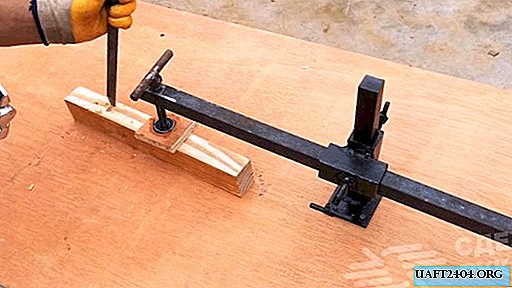
비즈니스에서 직접 만든 도구를 확인합시다. 우리는 부러진 내부 실로 부품을 고정 시키거나 심지어 부스러기에 부드러운 재료로 만들어진 부분의 실 구멍으로 고정합니다.

탭 볼트 샤프트의 테이퍼 진 부분을 구멍에 조심스럽게 삽입하여 공구와 부품의 정렬을 최대화하고 렌치로 볼트 헤드를 조심스럽게 돌리십시오.
첫 번째 턴이 가장 책임이 있습니다. 완전히 접근하지 못하거나 볼트가 휘어지기 시작하면 볼트를 끄고 다시 시작하여 형성된 칩을 제거하고 그리스를 조금 더 첨가해야합니다.

풀 접근이 발생하자마자, 오픈 엔드 렌치를 손잡이가 달린 헤드로 교체하여 볼트를 더 집중적으로 조일 수 있습니다. 본격적인 스레드 프로파일을 형성하기 위해 수제 탭을 전체 스레드에서 여러 번 비틀고 풀어줍니다.

자체 제작 된 탭을 완전히 돌리고 파일 가장자리에 입력 모따기를 형성하고 표준 볼트를 사용하여 절단 또는 복원 된 실의 품질을 확인하십시오. 모든 적응증으로 스레드가 우수하다는 것이 밝혀졌습니다.

구리선으로 메인 스레드를 안정적으로 밀봉하는 방법
일반적으로 작은 스레드가 이러한 목적으로 사용되지만 구리 와이어를 사용하는 경우 표준 스레드 연결의 견고성을 보장 할 수 있습니다.
이렇게하려면 스트리퍼로 구리 코어에서 플라스틱 단열재를 제거하고 필요한 길이를 잘라내십시오.

우리는 볼트 막대의 구리선을 머리 바로 아래에 감아 몇 차례 돌립니다.

형성된 구리 링을 볼트에서 제거하고 나사 구멍에 동축으로 놓습니다.

먼저 한 손의 힘으로 즉석 구리 링 상단의 구멍에 볼트를 조인 다음 렌치로 멈출 때까지 단단히 조입니다.

볼트 및 구리선 씰이있는 부품을 고압 소스의 피팅에 단단히 고정하여 스레드 씰링의 품질을 확인합니다.

점차적으로 압력을 높이고 약 7.5 kg / cm2와 같은 110 psi 또는 750 kP로 가져옵니다.

압력계가 떨어지지 않기 때문에 나사 연결부가이 압력을 조용하게 유지하는 것을 볼 수 있습니다.
우리는 볼트 조인트에 비누 용액을 바르고 비누 방울이 보이지 않기 때문에 조인트가 단단히 조여 졌는지 다시 한 번 확인하십시오.
Share
Pin
Tweet
Send
Share
Send