Share
Pin
Tweet
Send
Share
Send
일반 분쇄기의 머랭에서도 시트 재료를 절단하는 본격적인 기계를 얻을 수 있습니다. 금속, 목재, 플라스틱 및 세라믹 타일을자를 수있는 선형 가이드를 만들었습니다. 제조 비용이 상대적으로 저렴하고 공간을 거의 차지하지 않으며 다목적입니다.
사용한 재료
내 크기에 따라 분쇄기 용 랙을 만들려면 다음이 필요합니다.
- 프로파일 파이프 40x20mm-0.32m;
- 프로파일 파이프 20x20 mm-1.38 m;
- 프로파일 파이프 15x15 mm-0.34 m;
- 스트립 40 mm-0.14 m;
- 스트립 20 mm-0.16 m;
- 베어링 100 번째 시리즈-16 개;
- 육각형 75mm-8 개용 M10 볼트;
- M10 너트-12 개;
- 10mm 와셔-32 개;
- M12 긴 너트-3 개;
- 긴 너트 M10;
- 전체 나사산이 200mm 인 M12 볼트;
- 볼트 M10 40 mm-2 개;
- 70mm 육각 볼트;
- 프로파일 20x20-6 개용 플러그;
- 프로파일 40x20-1 pc 용 플러그;
- 가이드 용 프로파일 파이프 50x50-2m 이상.
레일 및 캐리지 제조

먼저 리니어 가이드 용 롤러 캐리지를 만들어야합니다. 단면이 20x20 mm 인 프로파일 파이프가 기본으로 사용됩니다. 300mm 길이의 4 개가 필요합니다.

이제 향후 부품 연결을 위해 구멍을 뚫어야합니다. 중심은 프로파일 파이프의 각 가장자리에서 25mm에 있습니다. 직경이 11mm 인 드릴이 필요합니다.

깨달은 프로파일을 반대쪽으로 돌리고 이미 50mm 뒤로 물러 나면 각 측면에 비슷한 관통 구멍이 만들어집니다. 11mm 드릴이 사용됩니다.
캐리지 조립에서 나중에 사용되는 볼트를 숨기려면 공작물의 관통 구멍을 완성해야합니다. 이를 위해 직경 17mm의 드릴을 사용하여 각 프로파일의 벽 하나를 뚫어야합니다. 따라서 16 개의 구멍이 모두 마무리되고 나머지 16 개의 구멍은 그대로 유지됩니다.

이제 그라인더 자체를 고정하기 위해 어깨를 만들어야합니다. 이를 위해 길이 300mm의 프로파일 파이프 40x20이 사용됩니다.

절단시 통로 깊이를 추가로 조절할 수 있으려면 추가 조정 요소가 필요합니다. 프로파일 파이프 20x20mm로 만들어졌습니다. 160mm 길이가 준비됩니다. 그 끝은 45 도의 각도로 잘립니다. 정확도가 그렇게 중요하지 않기 때문에 눈으로자를 수 있습니다.
단면이 15x15mm 인 프로파일 파이프에서 작은 스페이서는 40mm 길이로 절단해야합니다. 총 8 개가 필요합니다.

이 블랭크를 완성한 후에는 함께 모일 때가되었습니다. 200mm 길이의 나사산이있는 M12 볼트가 연결 루프로 사용됩니다. 3 개의 긴 너트 M12가 나사로 고정되어 있습니다.
클램프가있는 너트가있는 고정 볼트가 테이블에 고정되면 한 쌍의 프로파일 20x20과 하나의 40x20에서 블랭크를 부착해야합니다. 파이프는 너트에 용접해야합니다.

폭 40mm의 스틸 스트립에서 길이 50mm의 공작물 2 개를 절단해야합니다. 가장자리에 더 가깝게 구멍을 통해 11mm 구멍을 뚫습니다.

핸들을 부착하는 데 사용되는 표준 구멍에서 그라인더 감속기에 플레이트를 나사로 고정해야합니다. 일부 공구에서는 이러한 구멍을 M8 볼트 용으로 만들 수 있습니다.이 구멍을 고려해야합니다. 신뢰성을 위해 M10 클램핑 볼트 40mm에 너트가 장착되어 있어야합니다. 볼트는 플레이트를 통해 기어 박스에 나사로 고정되고 너트로 조여집니다.

40x20 mm 프로파일의 공작물에 플레이트가있는 그라인더를 부착하고 용접해야합니다. 그 후, 공구는 이미 신뢰할 수있는 비등 패스너에 해를 끼치 지 않도록 제거 할 수 있습니다.

눈으로 판 장착부에서 약간 벗어난 상태에서 길이 160mm의 20x20 프로파일로 미리 만들어진 공작물이 용접됩니다. 스터브는 앵글 그라인더 용 마운트와 같은 스트립에서 자유 단으로 조리됩니다. 플레이트의 돌출 귀에 구멍이 뚫리고 M10 너트가 용접됩니다. 구조를 강화하려면 프로파일 측면 외에도 160mm 길이의 강철 스트립을 45도 각도로 용접해야합니다.



이제 용접 작업이 완료되었으며 조립을 시작할 수 있습니다. 세부 사항을 페인트 할 차례입니다.


이제 캐리지를 조립할 차례입니다. 이를 위해서는 75mm 육각형의 M10 나사가 필요합니다. 프로파일 파이프의 공작물을 20x20 mm 사이에 조여야합니다. 동시에, 와셔, 베어링, 와셔, 스페이서, 와셔, 베어링, 와셔 사이에 파이가 다이얼됩니다. 이것을 7 번 더 반복하면 결과적으로 캐리지가 완성됩니다.


이제 분쇄기 자체의 어깨를 모아야합니다. 그녀는 볼트로 나사로 조이고 너트로 눌렀습니다. 본 기기를 조립할 때는 작업 중에 공구가 풀리지 않도록 나사산을 잘 조여야합니다.

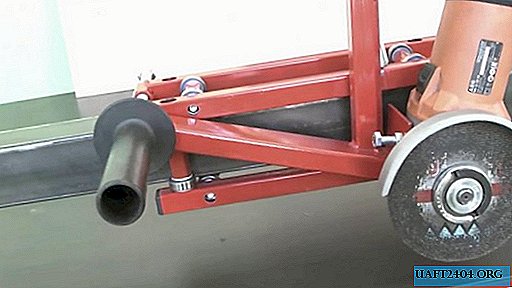
캐리지는 실제로 만들어진 프로파일 프로파일 파이프 50x50 mm에서 시작됩니다. 긴 볼트로 조여서 어깨와 분쇄기를 연결합니다. 공구에서 표준 핸들을 고정하기 위해 긴 어깨 너트에 공간이 있도록 볼트를 완전히 조이지 않아야합니다.

이제 절삭 깊이를 조정하는 메커니즘을 넣어야합니다. 이렇게하려면 그라인더의 어깨에있는 수직 프로파일의 눈에서 단단한 실로 육각형 아래에서 70mm 길이의 M10 볼트를 조이십시오. 적절한 길이의 하드웨어가 없었기 때문에 긴 너트와 잠금 너트를 적용하여 하드웨어를 늘 렸습니다.
디자인을 완성하기 위해 프로파일 파이프의 끝에 플라스틱 플러그를 놓는 것은 아프지 않습니다.




롤러 캐리지가있는 리니어 가이드를 사용할 수 있습니다. 높이는 나무 블록의 안감으로 조절됩니다. 공구는 테이블 가장자리를 따라 배치됩니다. 절단 용 블랭크는 한 쌍의 벤치 클램프로 압착됩니다. 편의를 위해 매번 깊이 깊이를 추가 할 때마다 여러 패스로 절단을 수행 할 수 있습니다.










Share
Pin
Tweet
Send
Share
Send