Share
Pin
Tweet
Send
Share
Send
필요한 자료
프레스 제조를 시작하기 전에 상자를 구입하거나 찾아야합니다.
- 스틸 사각 파이프 50x50 mm;
- 스틸 앵글 40x40 mm;
- 스틸 스트립 40x4 mm;
- 강판 10 mm;
- 강판 4 mm;
- 5 t 병 잭;
- 트램펄린을위한 2 개의 코일 스프링;
- 너트가있는 2 개의 J 형 볼트;
- 너트가있는 12 개의 60mm M10 볼트;
- 너트가있는 2 개의 M10 x 80mm 볼트;
- 30mm 길이의 육각 렌치 용 M10 볼트 2 개;
- 16mm 육각 키용 M8 볼트 4 개;
- 16mm x 2 개의 볼트 M10;
- 4 볼트 M6 16 mm;
- Allen 키용 1 x 30 mm M10 볼트
- 발 뒤꿈치와 주식.
잭에서 유압 프레스를 제조하는 과정

먼저 사각 파이프에서 공작물 2 개를 자릅니다. 그들은 기계의 메인 랙으로 더 사용될 것입니다. 그들의 길이는 잭의 매개 변수로 선택되었습니다. 나는 66cm를 얻었다. 그리고 나는 또한 즉시 모퉁이에서 다리를 만든다. 안정성을 보장하기 위해 길이 30cm이면 충분합니다.

드릴링을 위해 코어 마킹을 사용하여 코너에 올린 후 M10 볼트에 2 개의 구멍을 준비합니다. 코너를 사각 파이프에 놓고 90도 각도로 똑같이 드릴링 표시를합니다. 사각형의 두 벽을 통과하는 관통 구멍을 준비 중입니다. 이제 파이프와 모서리를 긴 볼트와 너트로 연결합니다.

랙이 준비되면 40cm 길이의 모서리에서 두 조각을 자르면 잭의 상단 강화 스톱으로 사용됩니다. 한 번에 하나씩 배치하고 드릴링 표시를했습니다. 먼저 모서리에 구멍을 뚫고 사각형을 뚫습니다.

각면에 2 개의 M10 볼트를 삽입합니다. 랙과 양쪽 모서리를 함께 당깁니다.

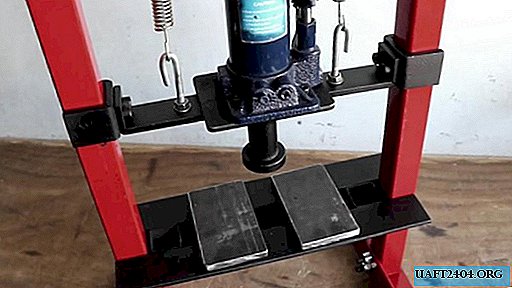
기존의 두꺼운 강판에서 약 80 x 13 cm 크기의 직사각형 공작물을 자르면 잭의 피스톤이 맞닿습니다. 이제 가로 모서리가 바닥에 오도록 랙을 돌립니다. 나는 접시를 가로 질러 가운데로 뚫었다.



로드시 램 실린더가 미끄러지는 것을 방지하려면 정지가 필요합니다. 이렇게하려면 다른 판을 잘라 내지 만 조금 작게하십시오. 이렇게하려면 4mm의 얇은 판을 사용하십시오. 나는 그것에 큰 구멍을 뚫고 구멍을 뚫습니다. 또한 밀링 커터가있는 중심에는 잭의 피스톤 힐을 포함하는 큰 직경의 구멍을 선택합니다. 견과류를 사용하지 않기 위해 스레드를 얇은 판으로 자릅니다. 이제 두 판을 모서리에서 지지대에 놓고 M10 볼트 (16 진수 키의 머리로 30mm 길이)로 모든 것을 비틀십시오.


이제 잭 바닥을 고정하기 위해 슬라이딩 지지대를 만듭니다. 심각한 하중이 가해지지 않으므로 강철 스트립으로 만들기로 결정했습니다.


먼저 16cm 길이의 블랭크 두 개를 자르고 가장자리 중 하나에서 5.4와 10.8cm의 거리에 두 개의 가로 표시를했습니다. 그라인더로 쐐기 모양의 절단을 한 후에 끝까지 자르지 않습니다. 결과 그루브에 의해 스트립을 구부리고 기계 선반을 따라 쉽게 미끄러지는 U 자형 프로파일을 얻습니다.

랙에 프로파일을 적용한 후 공차까지 4mm를 유지하면서 프로파일 사이의 거리를 측정합니다. 치수를 스틸 스트립으로 옮깁니다. 길이는 8cm 더 길어야합니다. 나는 가장자리에서 4cm 정도 뒤로 물러서서 표시를 한 다음 그라인더의 쐐기 모양의 홈을 같은 방식으로 자릅니다. 스트립 가장자리에서 얻은 꼬리를 90 도로 구부립니다.
이제 스트립에서 얻은 블랭크를 연결해야합니다. 이렇게하려면 먼저 꼬리에 구멍을 뚫고 나중에 너트를 사용하지 않도록 스레드를 즉시 자르십시오. 또한 U 자형 프로파일의 구멍을 준비하고 M8 볼트가있는 모든 것을 16mm 육각 헤드에 연결합니다.



다음으로, 단면이 4mm 인 강판을 가져 와서 잭 바닥을 그 위에 놓고 주위를 끌어 내고 공차를 만들고 잘라냅니다. 강철 스트립으로 만든 하단 지지대 중앙에서 얻은 블랭크를 사용해보십시오. 구멍 2 개를 만들고 실을 자릅니다. 여분의 볼트 길이를 잘라낸 후 플레이트와 랙을 연결합니다.





잭 바닥에 4 개의 구멍을 뚫습니다. 그런 다음 하단 정지 판에 놓고 표시하고 뚫습니다. 실도 자릅니다.




플레이트 중앙에서 잭 지지대가 관통 구멍을 만듭니다. M10 볼트의 머리 아래에서 부분적으로 확장 한 후에는 모자를 익히기 위해 구멍을 뚫지 않습니다.


가이드 프로파일이있는 스틸 스트립에서베이스 플레이트에서 구멍을 통해 몇 센티미터 후퇴합니다. 앞으로는 스프링을 고정하는 데 유용합니다.

기계의 가동 부를 조립하기 시작합니다. 먼저 Allen 키를 사용하여 M10 볼트를 플레이트의 중앙 구멍에 조입니다. 그의 머리는 완전히 숨겨져 있습니다. 잭을 맨 위에 놓고 작은 볼트로 육각 키 아래로 고정하십시오. J 자형 볼트를 스트립의 측면 구멍에 삽입합니다. 두 개의 너트로 조입니다.


이제 기계의 상단 스톱에서 J 형 볼트 반대편에 두 모서리를 통해 구멍을 가로로 통과시킵니다. 볼트를 삽입하고 J 고리가있는 스프링으로 연결합니다.





다시 나는 강철 코너를 잡고 각각 40cm의 2 조각을 잘라냅니다. 압축 된 공작물의 위치를 나타내는 스탠드로 사용됩니다. 잭의 상단 스톱을 부착 할 때와 같은 방식으로 점검하겠습니다. 강성을 추가하기 위해 사각 파이프의 세그먼트에서 2 개의 인서트를 만들었으며 이동시 플랫폼이 휘거나 떨어질 수 없습니다.


이제 마지막 단계입니다. 발 뒤꿈치가 달린 강철 막대를 잡고 원하는 길이로 자릅니다.


끝에 M10 볼트 구멍을냅니다. 나사산을 자르고 잭 하단 스톱의 중앙에 이전에 나사로 조인 볼트에 막대를 조입니다.




플랫폼의 높이를 공작물의 필요한 매개 변수로 변경할 수 있도록 랙에 구멍을 뚫는 것만 남아 있습니다. 나는 지금까지 두 사람 만 해왔으며 앞으로는 필요할 경우 드릴을 할 것입니다.



테스트를 시작할 수 있습니다. 표준 잭 핸들은 편안하지 않으므로 더 긴 튜브로 교체했습니다.

부식으로부터 보호하기 위해 모든 것을 빨간색과 검은 색으로 칠했습니다.

조립할 때 올바른 각도를 관찰하는 것이 중요하기 때문에 용접 사용을 거부했습니다. 용접 할 때 부품이 측면으로 이어질 수 있습니다. 아시다시피, 스큐, 압력 및 용접은 호환되지 않습니다. 디자인의 주요 장점은 필요한 경우 항상 잭을 제거하고 다시 넣을 수 있다는 것입니다.




제조 공정 비디오보기
Share
Pin
Tweet
Send
Share
Send









